|
Siguiente |

|
Anterior |
|
Equipo automático
El proceso de oxicorte permite ser automatizado mediante equipos automáticos que ya están muy difundidos comercialmente. Constan de una mesa de trabajo donde colocar la plancha de acero y un pórtico de donde pende la boquilla que puede desplazarse a lo largo de ella. Estos equipos permiten hacer cortes de gran precisión y calidad, dado que la inclinación y altura de la boquilla de corte respecto a la lámina se mantiene constante en todo el recorrido. Estos equipos se pueden emplear, además que para oxicorte, para corte por plasma o por láser, con sólo cambiar a la boquilla y alimentación de gases correspondiente para cada tecnología. |

|
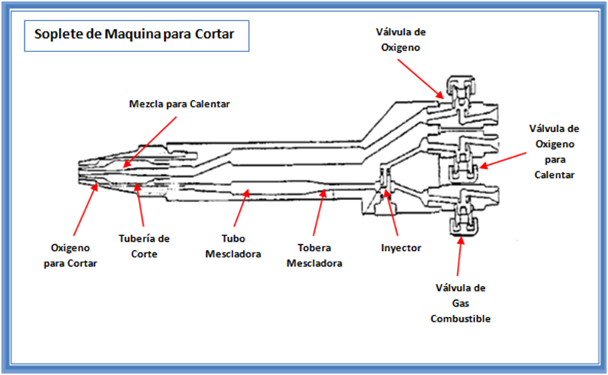
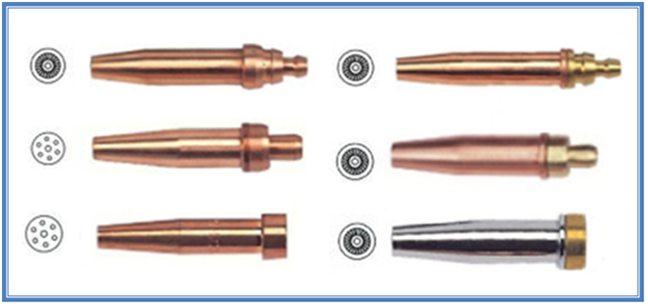
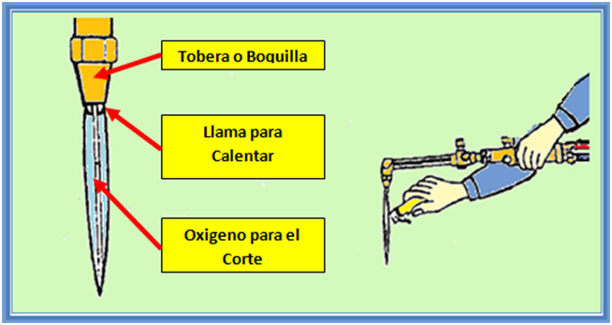
Boquilla para Corte
Las Boquillas para corte tienen un agujero central y aberturas, también hay con agujeros pequeños alrededor del agujero de oxigeno de corte. Son fabricadas generalmente de una aleación de cobre telurio en una variedad de tamaños y estilos. Los orificios pequeños son para las llamas que precalientan el metal a soldar. |
|
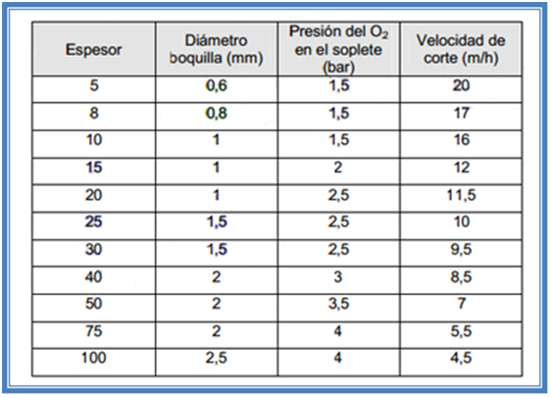
El diámetro de boquilla adecuado en cada caso dependerá del espesor de chapa que se desee oxicortar. Actualmente se están desarrollando boquillas especiales que eviten la excesiva contaminación del chorro de oxígeno. A continuación se muestra una tabla con los diámetros de boquillas y otros parámetros en función del espesor de chapa: |
|
Encendido y Regulación de la Llama
Una vez instalado el equipo se precede igual que para soldar; pero se regula apretando la palanca. El chorro de oxigeno debe ser recto y limpio. |
|
Apagado de la Llama
Para el apagado de la llama, se suelta la palanca de corte, después se cierra primero la válvula de gas acetileno o propano y luego la válvula de oxigeno en el soplete.
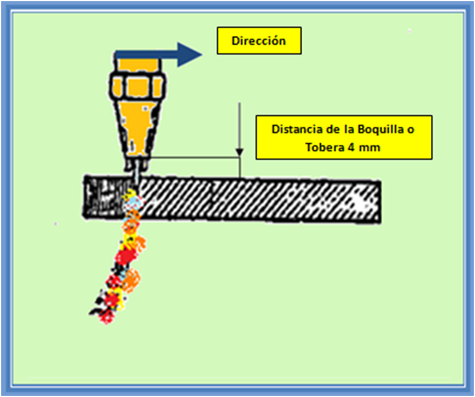
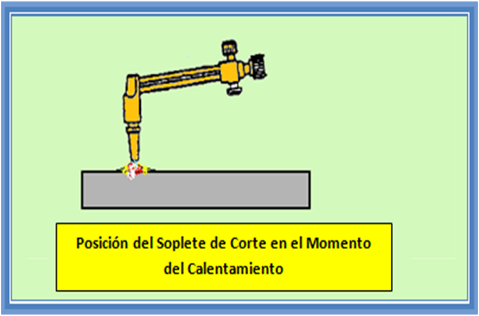
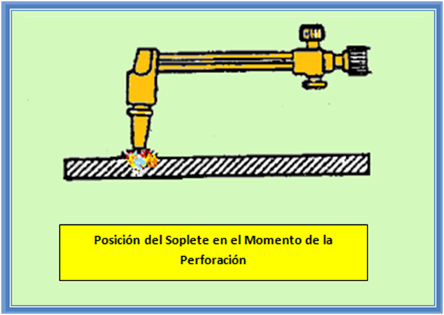
Técnicas de Oxicorte
Una vez que la pieza a trabajar está colocada en forma correcta y la llama ajustada correctamente, se precalienta el metal. Esto se realiza alineando el soplete con la línea de corte y colocando el soplete encima del extremo de la línea de corte con la llama mitad dentro y mitad fuera del borde de la pieza de trabajo hasta que aparezca un punto rojo brillante debajo de la llama. En ese momento se debe apretar lentamente la palanca de corte de oxigeno y mover gradualmente el soplete a lo largo de la línea de corte. Se debe mantener el soplete perpendicular a la superficie del metal en los primeros 10 mm de corte, luego se inclinara el soplete un poco hacia atrás de modo que la llama se dirija un poco hacia adelante en dirección al corte. El cono interno de la llama se debe mantener separado del metal 4mm en todo momento. |